Wire ropes are essential components in modern crane systems. They directly carry the load during lifting operations and therefore play a critical role in lifting safety, durability, and operational efficiency.
However, many equipment operators underestimate the importance of proper wire rope selection, installation, and maintenance. Choosing the correct rope structure and maintaining it properly can significantly extend service life and reduce equipment downtime.
This crane wire rope guide explains the structure, selection principles, installation methods, and maintenance practices for crane wire ropes used in industrial lifting systems.
Recommended Wire Rope Structure for Crane Systems
In many modern overhead cranes, manufacturers recommend either 8-strand wire ropes or 6-strand wire ropes. These structures differ in performance characteristics and application scenarios.
8-Strand Wire Rope (8×26WS-EPIWRC)
An 8-strand wire rope typically offers higher breaking strength and better fatigue resistance. The recommended structure for many heavy-duty cranes is:
8×26WS-EPIWRC
Key advantages include:
Larger metal cross-section area
Higher breaking load capacity
Improved bending fatigue resistance
Better load distribution between wires
Because of these advantages, 8-strand ropes are widely used in high-performance crane systems.
6-Strand Wire Rope (6×36WS-IWRC)
A 6-strand wire rope is also commonly used in crane applications. Compared with 8-strand ropes, it generally offers:
- Lower manufacturing cost
- Sufficient strength for standard lifting operations
However, its breaking strength and fatigue resistance are typically lower than those of 8-strand ropes.
Therefore, many crane engineers prefer 8-strand wire ropes for demanding lifting conditions.
Key Features of High-Performance Crane Wire Ropes
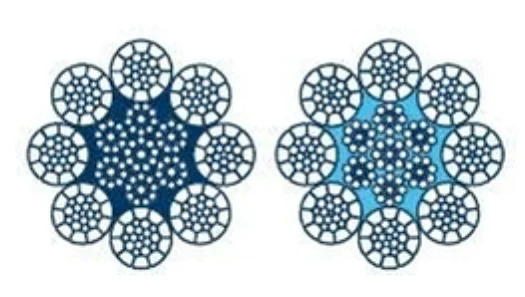
Compact Strand Design
Modern crane ropes often use compact or shaped strand structures. Compared with traditional line-contact ropes, these structures increase the contact area between wires.
As a result:
- Load distribution becomes more uniform
- Internal wire wear is reduced
- Structural stability improves
In addition, compact strand ropes show better resistance to bending fatigue and side pressure.

Increased Strand Count
Increasing the number of strands increases the rope’s metal cross-section area, which directly improves breaking strength.
Therefore, ropes with more strands can withstand higher loads under the same diameter conditions.
Plastic-Coated Steel Core (EPIWRC)
Many advanced crane ropes use a plastic-coated steel core, known as EPIWRC.
This structure provides several benefits:
- A protective buffer between inner and outer strands
- Improved structural stability
- Reduced internal wire breakage
- Lower noise during operation
- Better corrosion protection
Furthermore, the plastic layer helps seal internal lubricants and prevents moisture from entering the rope core.
Lubrication of Crane Wire Ropes
Lubrication plays a crucial role in extending the service life of crane wire ropes.
High-quality lubricants typically provide:
- Excellent penetration ability
- Strong corrosion protection
- High temperature stability
- Reduced friction between wires
- Resistance to water contamination
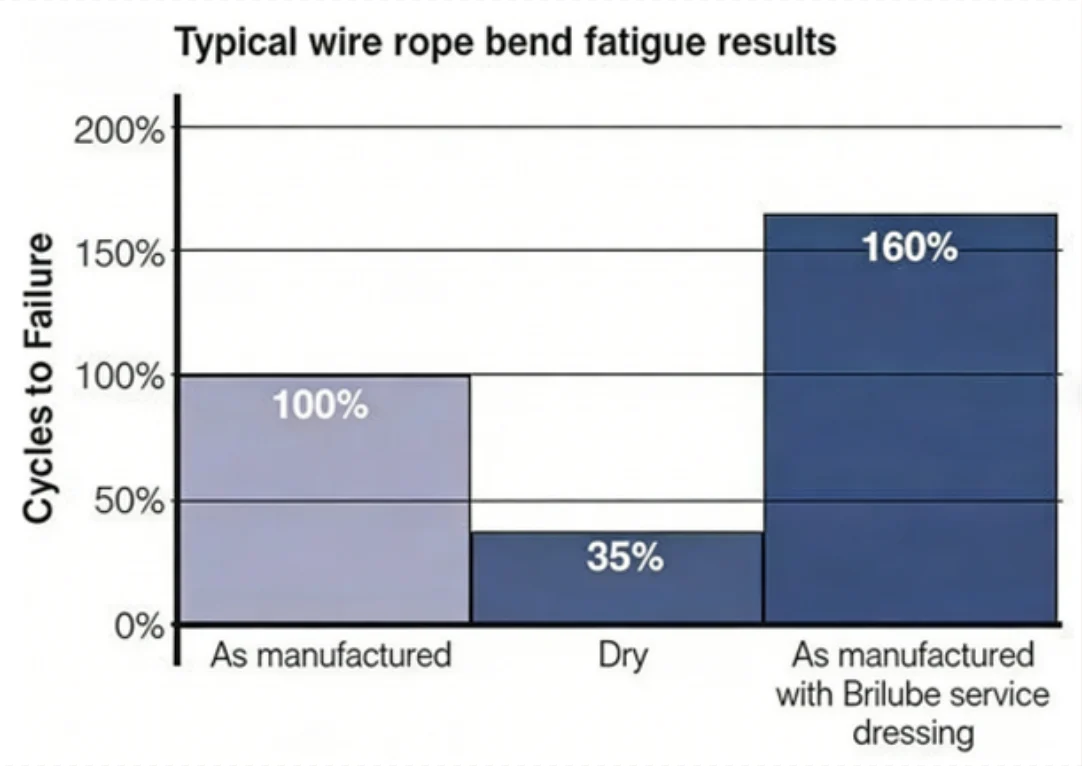
In many cases, lubricants form a thin semi-dry oil film that minimizes oil dripping while maintaining effective lubrication.
Proper lubrication significantly increases fatigue life compared with poorly lubricated or dry wire ropes.
Design Considerations for Crane Wire Rope Systems
Sheave и Барабан Diameter
The service life of a wire rope depends heavily on the ratio between rope diameter and sheave or drum diameter.
Recommended ratios include:
|
Component |
Recommended Ratio |
|
Running drum and sheave |
D/d ≥ 25 |
| Moving sheave |
D/d ≥ 20 |
Where:
- D= diameter of the drum or sheave
- d= nominal wire rope diameter
Correct ratios reduce bending stress and extend rope life.
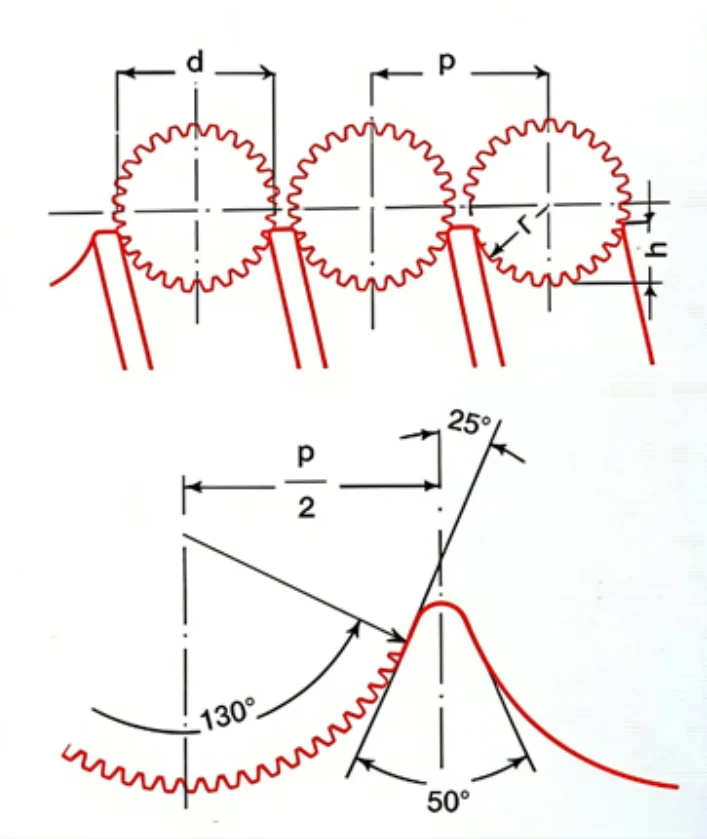
Drum Groove Dimensions
Proper drum groove dimensions are essential for wire rope performance.
If the groove is too narrow:
- The rope experiences excessive pressure
- Wear increases rapidly
If the groove is too wide:
- The rope loses lateral support
- Contact pressure increases
A typical recommended groove diameter is:
Groove diameter ≈ 1.08 × rope diameter
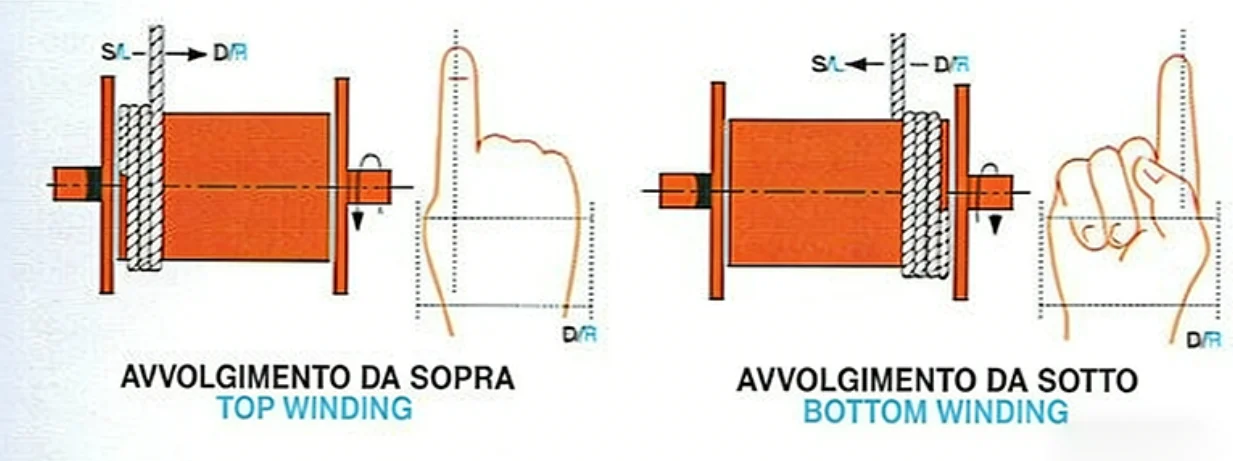
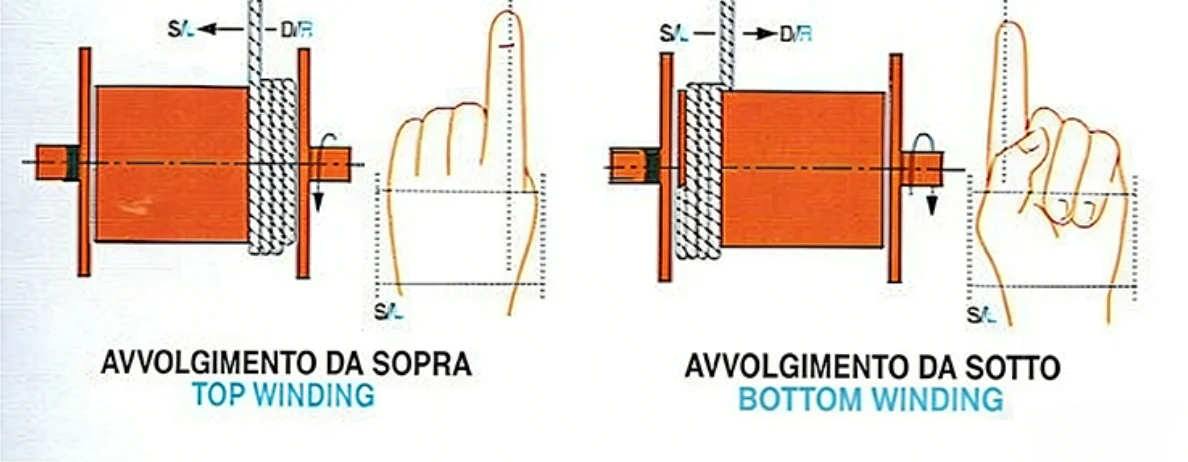
Rope Winding Direction
Wire ropes must wind evenly on the crane drum.
Important rules include:
- The first layer must be tightly wound
- No overlapping or crossing is allowed
- Rope lay direction must match drum rotation
Correct winding prevents crushing and deformation in multi-layer spooling systems.
Wire Rope Installation Guidelines
Proper installation ensures that the rope maintains its structural integrity.
Key installation recommendations include:
- Avoid introducing twist when uncoiling the rope
- Prevent contact with sharp edges
- Apply tension during installation
For multi-layer drum systems, installation tension should reach 1–2% of the rope’s minimum breaking load. This ensures tight and stable spooling.
In addition, new ropes should undergo a running-in process under light loads before entering full operation.
Wire Rope Maintenance and Inspection
Regular maintenance significantly extends the life of crane wire ropes.
Re-Lubrication
Although wire ropes are lubricated during manufacturing, additional lubrication is required during operation.
Common lubrication methods include:
- Brush lubrication
- Spray lubrication
- High-pressure grease injection
High-pressure lubrication provides the best penetration into internal wire gaps.
Cleaning
Contaminants such as dust, chemicals, or water can accelerate corrosion. Therefore, periodic cleaning is necessary, especially in corrosive environments.
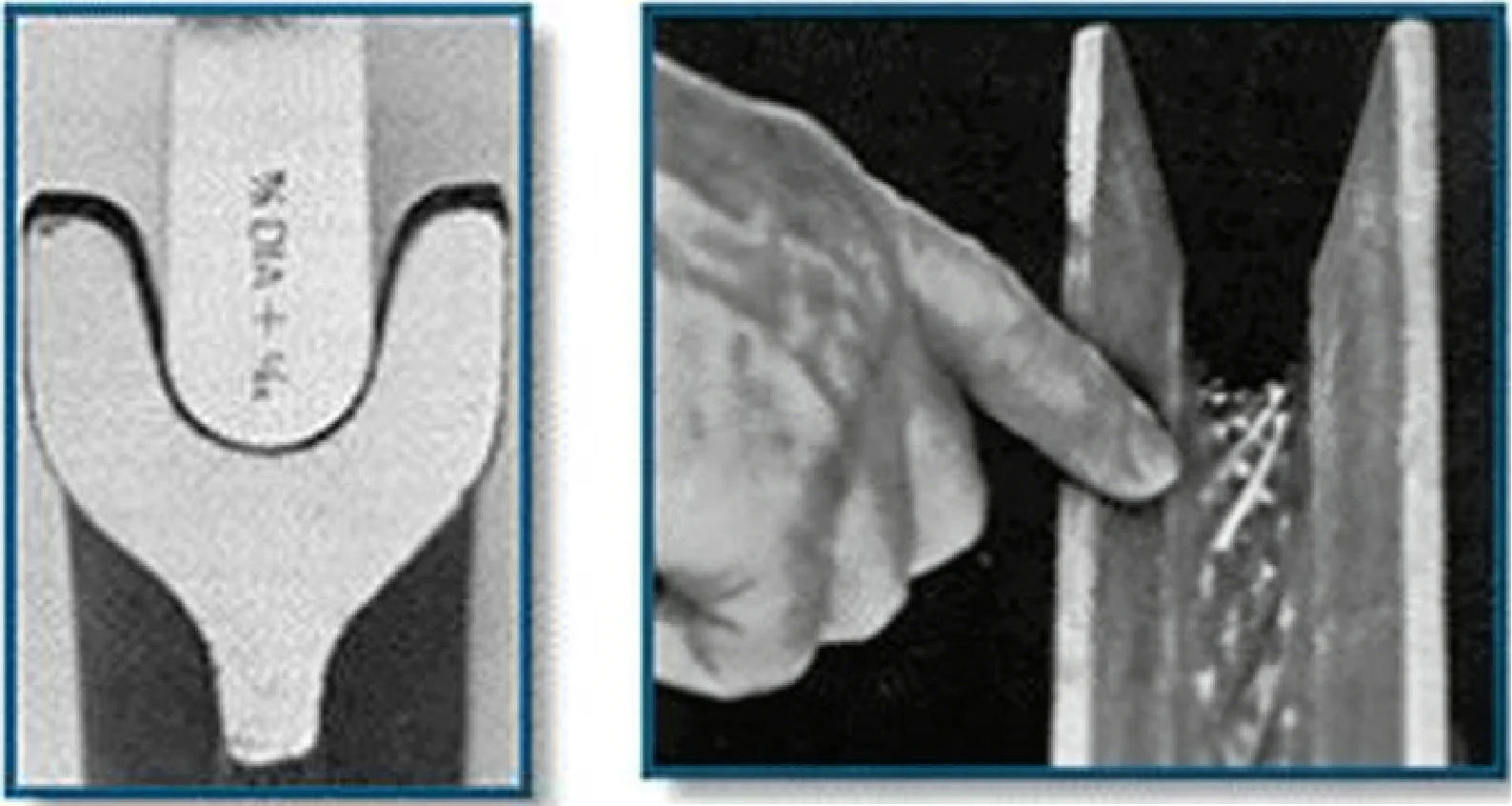
Cutting Broken Wires
If broken wires appear, they should be removed properly. Instead of cutting them with pliers, technicians should bend the wire repeatedly until it breaks within the strand gap.
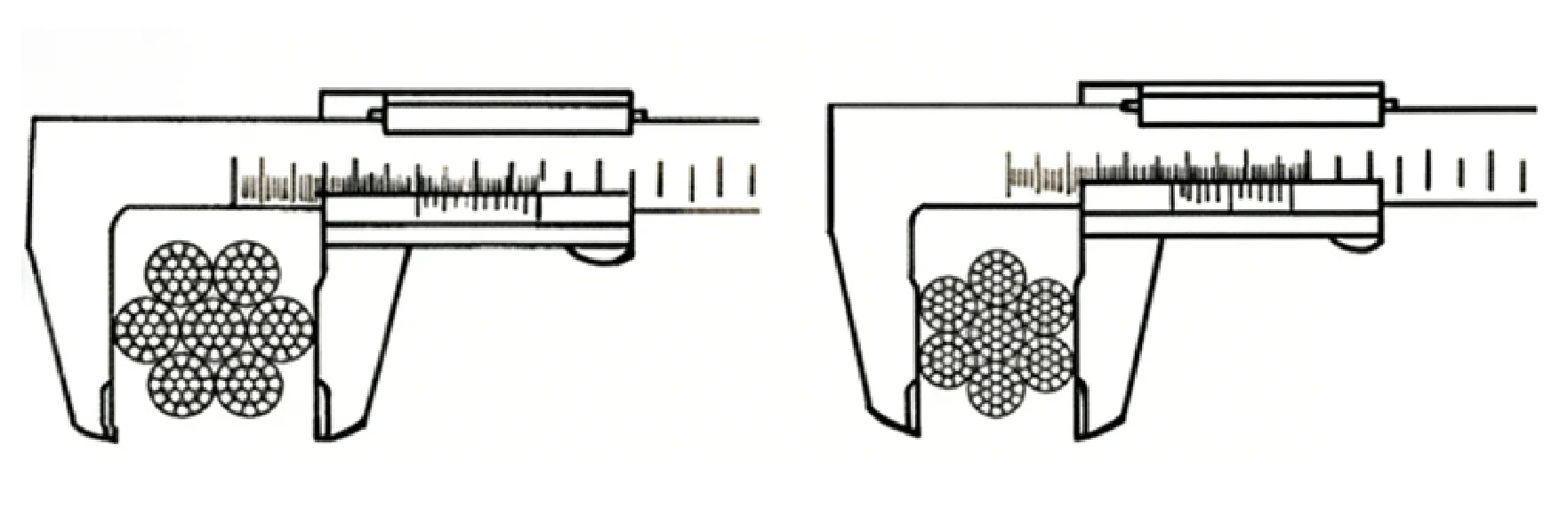
Wire Rope Replacement Criteria
A crane wire rope must be replaced when certain damage limits are reached.
Typical criteria include:
- Rope diameter reduced by 7% or more
- Excessive broken wires detected
- Severe corrosion or deformation
- Structural damage such as bird-caging
Regular inspection ensures safe lifting operations and prevents unexpected rope failures.
Common Causes of Wire Rope Damage
In many cases, wire rope failure does not result from manufacturing defects. Instead, operational conditions often cause damage.
Common causes include:
- Mechanical damage from sharp edges
- Improper drum groove size
- Excessive pressure in multi-layer winding
- Corrosive environments
- Severe bending fatigue
- Rope twisting or knotting
Understanding these failure mechanisms helps operators prevent premature rope damage.
Заключение
Wire ropes are fundamental components in crane lifting systems. Their performance directly affects lifting safety, operational efficiency, and equipment reliability.
By selecting the appropriate rope structure, following proper installation practices, and performing regular maintenance, operators can significantly extend the service life of crane wire ropes.
This crane wire rope guide provides practical technical insights that help engineers and maintenance teams improve crane performance and reduce operational risks.
ЧЗВ
What is the best wire rope structure for cranes?
Many crane systems use 8-strand wire ropes such as 8×26WS-EPIWRC because they offer higher breaking strength and better fatigue resistance.
Why is wire rope lubrication important?
Lubrication reduces friction between wires, protects against corrosion, and significantly extends the service life of crane wire ropes.
How often should crane wire ropes be inspected?
Wire ropes should be inspected regularly based on crane duty cycles. Heavy-duty cranes typically require frequent inspections.
When should a crane wire rope be replaced?
A wire rope should be replaced when its diameter decreases by 7% or more, or when severe wear, corrosion, or broken wires are detected.
What causes wire rope failure in cranes?
Common causes include improper drum grooves, excessive bending stress, corrosion, mechanical damage, and poor maintenance.

